

Pratite promene cene putem maila
- Da bi dobijali obaveštenja o promeni cene potrebno je da kliknete Prati oglas dugme koje se nalazi na dnu svakog oglasa i unesete Vašu mail adresu.
51-75 od 75 rezultata
Prati pretragu "brusni kamen"
Vi se opustite, Gogi će Vas obavestiti kad pronađe nove oglase za tražene ključne reči.
Gogi će vas obavestiti kada pronađe nove oglase.
Režim promene aktivan!
Upravo ste u režimu promene sačuvane pretrage za frazu .
Možete da promenite frazu ili filtere i sačuvate trenutno stanje

-
Vozila i delovi chevron_right Delovi i oprema
Hladno vučene cevi za industrijsku primenu namenjene su za nisku toleranciju, poboljšanih mehaničkih osobina i superiornih zahteve za završnom obradom površine. U mnogim industrijama, cevi hidrauličnih cilindara se nazivaju honovane cevi. Jedan od najvažnijih materijala za izradu hidrauličnih cilindara su cevi ovog tipa, obično se bruse sa unutrašnje strane cevi. Zbog toga se naziva i unutrašnje polirane cevi. Honovanje je abrazivni ili proces brušenja koji obezbeðuje preciznu površinu na metalnom radnom komadu, tj. hidraulične cevi. Tokom ovog procesa, brusni kamen ili brusni točak vrši trenje o cev i predstavlja proces koji se u osnovi koristi za poboljšanje površine.
-
Vozila i delovi chevron_right Delovi i oprema
Hladno vučene cevi za industrijsku primenu namenjene su za nisku toleranciju, poboljšanih mehaničkih osobina i superiornih zahteve za završnom obradom površine. U mnogim industrijama, cevi hidrauličnih cilindara se nazivaju honovane cevi. Jedan od najvažnijih materijala za izradu hidrauličnih cilindara su cevi ovog tipa, obično se bruse sa unutrašnje strane cevi. Zbog toga se naziva i unutrašnje polirane cevi. Honovanje je abrazivni ili proces brušenja koji obezbeðuje preciznu površinu na metalnom radnom komadu, tj. hidraulične cevi. Tokom ovog procesa, brusni kamen ili brusni točak vrši trenje o cev i predstavlja proces koji se u osnovi koristi za poboljšanje površine.
-
Vozila i delovi chevron_right Delovi i oprema
Hladno vučene cevi za industrijsku primenu namenjene su za nisku toleranciju, poboljšanih mehaničkih osobina i superiornih zahteve za završnom obradom površine. U mnogim industrijama, cevi hidrauličnih cilindara se nazivaju honovane cevi. Jedan od najvažnijih materijala za izradu hidrauličnih cilindara su cevi ovog tipa, obično se bruse sa unutrašnje strane cevi. Zbog toga se naziva i unutrašnje polirane cevi. Honovanje je abrazivni ili proces brušenja koji obezbeðuje preciznu površinu na metalnom radnom komadu, tj. hidraulične cevi. Tokom ovog procesa, brusni kamen ili brusni točak vrši trenje o cev i predstavlja proces koji se u osnovi koristi za poboljšanje površine.

-
Vozila i delovi chevron_right Delovi i oprema
Hladno vučene cevi za industrijsku primenu namenjene su za nisku toleranciju, poboljšanih mehaničkih osobina i superiornih zahteve za završnom obradom površine. U mnogim industrijama, cevi hidrauličnih cilindara se nazivaju honovane cevi. Jedan od najvažnijih materijala za izradu hidrauličnih cilindara su cevi ovog tipa, obično se bruse sa unutrašnje strane cevi. Zbog toga se naziva i unutrašnje polirane cevi. Honovanje je abrazivni ili proces brušenja koji obezbeðuje preciznu površinu na metalnom radnom komadu, tj. hidraulične cevi. Tokom ovog procesa, brusni kamen ili brusni točak vrši trenje o cev i predstavlja proces koji se u osnovi koristi za poboljšanje površine.

-
Vozila i delovi chevron_right Delovi i oprema
Hladno vučene cevi za industrijsku primenu namenjene su za nisku toleranciju, poboljšanih mehaničkih osobina i superiornih zahteve za završnom obradom površine. U mnogim industrijama, cevi hidrauličnih cilindara se nazivaju honovane cevi. Jedan od najvažnijih materijala za izradu hidrauličnih cilindara su cevi ovog tipa, obično se bruse sa unutrašnje strane cevi. Zbog toga se naziva i unutrašnje polirane cevi. Honovanje je abrazivni ili proces brušenja koji obezbeðuje preciznu površinu na metalnom radnom komadu, tj. hidraulične cevi. Tokom ovog procesa, brusni kamen ili brusni točak vrši trenje o cev i predstavlja proces koji se u osnovi koristi za poboljšanje površine.
-
Vozila i delovi chevron_right Delovi i oprema
Hladno vučene cevi za industrijsku primenu namenjene su za nisku toleranciju, poboljšanih mehaničkih osobina i superiornih zahteve za završnom obradom površine. U mnogim industrijama, cevi hidrauličnih cilindara se nazivaju honovane cevi. Jedan od najvažnijih materijala za izradu hidrauličnih cilindara su cevi ovog tipa, obično se bruse sa unutrašnje strane cevi. Zbog toga se naziva i unutrašnje polirane cevi. Honovanje je abrazivni ili proces brušenja koji obezbeðuje preciznu površinu na metalnom radnom komadu, tj. hidraulične cevi. Tokom ovog procesa, brusni kamen ili brusni točak vrši trenje o cev i predstavlja proces koji se u osnovi koristi za poboljšanje površine.

-
Vozila i delovi chevron_right Delovi i oprema
Hladno vučene cevi za industrijsku primenu namenjene su za nisku toleranciju, poboljšanih mehaničkih osobina i superiornih zahteve za završnom obradom površine. U mnogim industrijama, cevi hidrauličnih cilindara se nazivaju honovane cevi. Jedan od najvažnijih materijala za izradu hidrauličnih cilindara su cevi ovog tipa, obično se bruse sa unutrašnje strane cevi. Zbog toga se naziva i unutrašnje polirane cevi. Honovanje je abrazivni ili proces brušenja koji obezbeðuje preciznu površinu na metalnom radnom komadu, tj. hidraulične cevi. Tokom ovog procesa, brusni kamen ili brusni točak vrši trenje o cev i predstavlja proces koji se u osnovi koristi za poboljšanje površine.

-
Vozila i delovi chevron_right Delovi i oprema
Hladno vučene cevi za industrijsku primenu namenjene su za nisku toleranciju, poboljšanih mehaničkih osobina i superiornih zahteve za završnom obradom površine. U mnogim industrijama, cevi hidrauličnih cilindara se nazivaju honovane cevi. Jedan od najvažnijih materijala za izradu hidrauličnih cilindara su cevi ovog tipa, obično se bruse sa unutrašnje strane cevi. Zbog toga se naziva i unutrašnje polirane cevi. Honovanje je abrazivni ili proces brušenja koji obezbeðuje preciznu površinu na metalnom radnom komadu, tj. hidraulične cevi. Tokom ovog procesa, brusni kamen ili brusni točak vrši trenje o cev i predstavlja proces koji se u osnovi koristi za poboljšanje površine.

-
Vozila i delovi chevron_right Delovi i oprema
Hladno vučene cevi za industrijsku primenu namenjene su za nisku toleranciju, poboljšanih mehaničkih osobina i superiornih zahteve za završnom obradom površine. U mnogim industrijama, cevi hidrauličnih cilindara se nazivaju honovane cevi. Jedan od najvažnijih materijala za izradu hidrauličnih cilindara su cevi ovog tipa, obično se bruse sa unutrašnje strane cevi. Zbog toga se naziva i unutrašnje polirane cevi. Honovanje je abrazivni ili proces brušenja koji obezbeðuje preciznu površinu na metalnom radnom komadu, tj. hidraulične cevi. Tokom ovog procesa, brusni kamen ili brusni točak vrši trenje o cev i predstavlja proces koji se u osnovi koristi za poboljšanje površine.

-
Vozila i delovi chevron_right Delovi i oprema
Hladno vučene cevi za industrijsku primenu namenjene su za nisku toleranciju, poboljšanih mehaničkih osobina i superiornih zahteve za završnom obradom površine. U mnogim industrijama, cevi hidrauličnih cilindara se nazivaju honovane cevi. Jedan od najvažnijih materijala za izradu hidrauličnih cilindara su cevi ovog tipa, obično se bruse sa unutrašnje strane cevi. Zbog toga se naziva i unutrašnje polirane cevi. Honovanje je abrazivni ili proces brušenja koji obezbeðuje preciznu površinu na metalnom radnom komadu, tj. hidraulične cevi. Tokom ovog procesa, brusni kamen ili brusni točak vrši trenje o cev i predstavlja proces koji se u osnovi koristi za poboljšanje površine.

Predstavljamo vam naš prenosivi oštrač za lanac testere, ultimativni alat koji vam omogućava da naoštrite lanac vaše testere gde god da se nalazite! Ovaj brz, jednostavan i prenosiv način oštrenja testere obezbeđuje vam pouzdano i efikasno sečenje svaki put. Oštrač je dizajniran sa ciljem praktičnosti. Lako se postavlja unutar nosača na testeri i čvrsto se fiksira na kraju vođice prilikom oštrenja. Oštračka kamena je napravljena da izdrži i najteže zadatke oštrenja, pružajući dugotrajne rezultate. Sa jednostavnim dizajnom, ovaj oštrač je savršen kako za početnike tako i za iskusne korisnike. Samo otvorite alat za oštrenje lanca, postavite testeru na dve rupe na oštraču, zatim vratite brusni kamen u crni deo, i vratite alat za oštrenje lanca na mesto. Ukoliko vaša testera ima samo jednu rupu, nema problema. Lako možete prilagoditi oštrač kako bi odgovarao tom tipu testere. Naš oštrač dolazi u živo žutoj boji i izrađen je od izdržljive plastike i metala, što ga čini otpornim na redovnu upotrebu i različite vremenske uslove. Zahvaljujući kompaktnoj veličini i laganoj konstrukciji, oštrač je veoma prenosiv i idealan za korišćenje na otvorenom. Sigurnost je na prvom mestu, i naš oštrač osigurava da vaše ruke budu zaštićene tokom oštrenja. Ne morate direktno dodirivati brusni kamen; jednostavno stegnite testeru, i ona će biti naoštrena za samo nekoliko sekundi. Unapređeni dizajn obezbeđuje brzo i jednostavno oštrenje lanca, omogućavajući vam da se fokusirate na efikasan i siguran rad. Oštrač za lanac testere je kompatibilan sa testerama dužine 14, 16, 18 i 20 inča koje imaju dve rupe na spoljnom delu lanca. Podesivi drugi šraf omogućava prilagođavanje različitim razdaljinama vođice testere. Sa našim oštračem, postići ćete precizno i dosledno oštrenje za oštar i pouzdan lanac testere. Bilo da ste profesionalac ili entuzijasta koji voli sam da obavlja poslove, naš prenosivi oštrač za lanac testere će biti vaš osnovni alat za održavanje oštrine i efikasnosti vašeg lanca testere. Nabavite vaš oštrač danas i obezbedite da vaša testera uvek bude spremna da se suoči sa svakim sečenjem bez problema.

-
Vozila i delovi chevron_right Delovi i oprema
-
7. Oct 2022.
•
-

G02716 Alat za honovanje cilindara 51-177 mm (honerica) GEKO Poljska3 brusna kamena dužine 75 mmodgovara svakoj bušiliciopremljen fleksibilnim - fleksibilnim konektorom (fleksibilna osovina)dizajniran za grmlje 51 - 177 mmNovo i ne korišćeno

-
Vozila i delovi chevron_right Delovi i oprema
-
7. Oct 2022.
•
-
Alat za honovanje cilindara 51-177 mmAlat za honovanje se koristi za brušenjeZa završnu obradu vrlo preciznih površina, na kojima je potrebna višesmerna struktura površine(npr. Cilindri motora sa unutrašnjim sagorijevanjem) Primena: često se koristi na mestima regeneracije cilindara, tačkama regeneracije motoraPodesiv pritisak abrazivnog kamenja3 brusna kamena dužine 75 mmOdgovara svakoj bušiliciOpremljen fleksibilnim konektorom (fleksibilna osovina)Dizajniran za grmlje 51 - 177 mm Proizvod: PoljskaNovo i ne korisceno Novo i ne korišceno. ---------------------------------Ukoliko zelite da porucite-------------------Posaljite poruku preko SMS PORUKE, VIBER, ILI SASOMANGE1 Ime i prezime2 Ulica i broj3 Mesto i postanski broj4 Broj telefona za kontakt Ili pozovite na telefon 0612620962

-
Vozila i delovi chevron_right Delovi i oprema
-
7. Oct 2022.
•
-
Alat za honovanje cilindara 32-90 mmAlat za honovanje se koristi za brušenjeZa završnu obradu vrlo preciznih površina, na kojima je potrebna višesmerna struktura površine (npr. Cilindri motora sa unutrašnjim sagorevanjem). Primena: često se koristi na mestima regeneracije cilindara, tačkama regeneracije motora. Podesiv pritisak abrazivnog kamenja3 brusna kamena duga 50 mmOdgovara svakoj bušiliciOpremljen fleksibilnim - fleksibilnim konektorom (fleksibilna osovina)Dizajniran za rukavce od 32 - 90 mm Proizvod: PoljskaNovo i ne korisceno Novo i ne korišceno. ---------------------------------Ukoliko zelite da porucite-------------------Posaljite poruku preko SMS PORUKE, VIBER, ILI SASOMANGE1 Ime i prezime2 Ulica i broj3 Mesto i postanski broj4 Broj telefona za kontakt Ili pozovite na telefon 0612620962
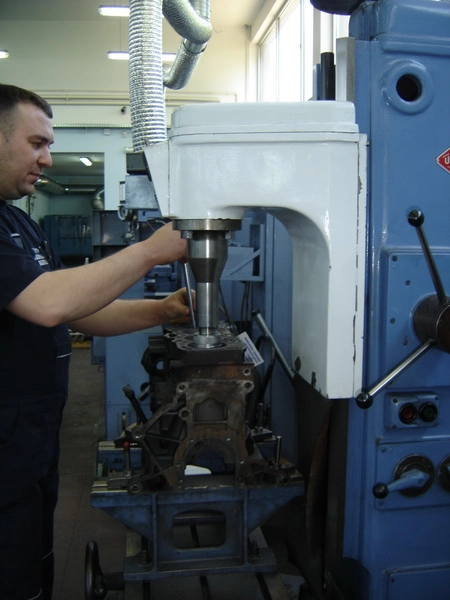
Blok motora je deo motora koji se proteže od temeljne ploče do glave motora. U njemu se nalaze cilindri motora, odnosno provrti u koje će biti smštene košuljice tj. hilzne. Opis Preporuke (0) Uslovi i Pravila Upiti Obrada bloka motora postupak: Pranje bloka motora; Kontrola bloka pre obrade; Kontrola istrošenosti klipova pre obrade radi određivanja tolerancija između klipova i stubline; Razbušivanje bloka na odgovarajuću specijalu (razbušivanje za košuljicu); Kontrola hilzni pre ugradnje u blok; Ugradnja hilzni; Nivelacija hilzni; Razbušivanje bloka; Ravnanje bloka motora; Honovanje (ovim procesom se cilindri dovode do kataloških mera brusnim kamenjem kao i specijalnim pastama). Trnovanje bloka (kod motora koji su pretrpeli teška zaribavanja i kod kojih je osa ležišta radilice deformisana); Pranje i čišćenje uljnih magistrala bloka nakon obrade.

-
Vozila i delovi chevron_right Delovi i oprema
Otvor: 9,4 mm brusni točak bez drške Ukupna visina: 15 mm Abraziv: Metal Prečnik: 65 mm

-
Vozila i delovi chevron_right Delovi i oprema
brusni točak bez osovine Visina 18 mm Tip Lobanja Granulacija dela za mlevenje: K23 Rupa za navoj 3/8″ Prečnik 38 mm

Opis RONIX Akumulatorki Set za brušenje i graviranje 3420 CB 3.6V/1.6-3.2mm – Visokoučinkoviti DC motor pruža brzinu bez opterećenja od 5.000 do 18.000 obrtaja u minuti – Visokoučinkovit, lak uređaj pogodan za različite operacije – Podešavanje promenjive brzine od 5.000 do 18.000 obrtaja u minuti reguliše brzinu prema potrebama operatera – Sistem sa zaključavanjem prihvata omogućuje laku i brzu zamenu pribora i visok stepen bezbednosti – Držač alata od 1.6 do 3.2 mm za različite vrste pribora – 3 indikatorske svetlosne lampice pokazuju nivo napunjenosti baterije – Opremljen sa LED svetlom koje omogućuje rad u mraku SPECIFIKACIJE: Napon: 3.6V Kapacitet baterije: 1.5Ah Tip baterije: Li-Ion Prihvatna glava: 1.6/2.4/3.2mm Broj obrtaja bez opterećenja: 5.000-18.000RPM Broj brzina: 6 Vreme punjenja: 3-5h Težina: 0.24kg Pakovanje: BMC Kofer Uključuje: 10 x brusni diskov, 10 x dijamantske burgije, 2 x brusna traka, 1 x platneni disk, 2 x polirajući disk, 20 x rezno-brusni disk, 2 x HSS rezač, 32 x brusni papir, 3 x držač, 5 x filc disk, 5 x bušilica, 1 x filc disk sa vrhom, 16 x brusni bubnj, 1 x oštri kamen, 4 x četka, 4 x stezaljka, 1 x USB punjač, 1 x punjač adaptera za 230V, 1 x LED ovratnik, 1 x ključ

-
Vozila i delovi chevron_right Delovi i oprema
-
7. Oct 2022.
•
-
73473 Mašina za oštrenje noževa, burgija, sekaca 150 Vati Sthor PoljskaMultifunkcionalni alat za oštrenje 150 V za brušenje čeličnih burgija 3 mm -13 mm, noževi, sjekire i sjeckalice makaze. Napon mreže - 230 VFrekvencija mreže - 50 HzNominalna snaga - 150 VNominalni okretaji - 5500 min-1Prečnik bušilice - 3 mm -13 mmUgao vrha bušilice - 118 stepeniKlasa izolacije - IIStepen zaštite - IP20Nivo buke: - zvučni pritisak LpA ± KpA - 81,56 ± 3 dB (A)- akustična snaga LvA - KvA - 94,56 ± 3 dB (A)Namena / upotreba- oštrenje burgija za bušenje u metalnim ili univerzalnim bušilicama- oštrenje noževa- oštrenje makaza- oštrenje sekira i sečivapod uslovom da je sve gore navedeno proizvodi su napravljeni od čelika. Pre početka rada postavite ga na ravnu, ravnu i tvrdu površinu. Uverite se da su sve noge alata na tlu. Oštrenje se može koristiti samo u suvim prostorijama, bez pristupa neovlašćenih lica, posebno dece. - Oštrenje sekira noževa i makaza treba izvesti rukavicama koje štite od rezova. - Izaberite slot za oštrenje određene vrste sečiva. - Uključite oštrač i sačekajte dok se ne postigne nazivna brzina. - Ubacite nož u odgovarajući otvor i povucite ga u suprotnom smjeru od smjera vrtnje brusnog diska označenog na kućištu brusilice (II). - Prilikom povlačenja malo pritiskajte brusilicu. Ponovite operaciju nekoliko puta. - Zatim isključite alat za oštrenje sa prekidačem i izvucite utikač iz utičnice. Oprez! Kada oštrite, uvek povlačite sečivo u suprotnom smeru od brusnog kamena. Ne povlačite sečivo u pravcu okretanja brusne ploče. Pre nego što počnete da izoštrite bušilicu, pričvrstite je u držač na odgovarajući način. Da biste to uradili, pritisnite zasun čeljusti, što će izazvati njihovo otvaranje (III). Sa ručicom za ručku postavite prečnik nešto veći od prečnika naoštrene bušilice, kako bi se osiguralo slobodno kretanje sejalice u držaču. Umetnite držač u utičnicu za pozicioniranje bušilice (IV). Treba napomenuti da stezna glava ima šiljke koji se moraju umetnuti u proreze (V). Podignite rezu čeljusti, koja će uhvatiti burgiju, okrenite bajt tako da bude uhvaćena u najužem mestu (VI). Pomoću dugmeta za podešavanje odredite količinu materijala koji se sakuplja tokom oštrenja. Okretanjem dugmeta u smeru strelice povećava se količina sakupljenog materijala (VII). U slučaju pravilnog oštrenja sejalice, postavite minimalni nivo sakupljenog materijala. U slučaju većih oštećenja bušilice, postavite viši nivo sakupljenog materijala. Pritisni bušilicu na površinu igle za pozicioniranje (VIII), a zatim zatezanjem ručice ručice u smeru kazaljke na satu, učvrstiti bit u držaču (IKS). Pritisnite rezu čeljusti i otvorite je, a zatim izvucite ručicu sa pričvršćenom bušilicom iz ležišta za pozicioniranje. Povežite alat za oštrenje sa mrežom, uključite ga i sačekajte dok se ne postigne nominalna brzina. Otvorite poklopac bušilice tako što ćete ga gurnuti u smeru strelice. Umetnite ručku iza pričvršćene burgije u utičnicu, pazeći da jezičci držača udare u rezne utore (Ks). Nakon što ste čuli zvuk brušenja, pomaknite ga u jednom smjeru, a drugi 5 - 10 sekundi, istovremeno pritišćući bit s malom silom na brusni disk. Zatim izvucite ručicu iz utora, okrenite je za 180 stepeni i ponovite operaciju za drugu ivicu burgije. Uvek izoštrite obe ivice sejalice. Oprez! Svaka ivica treba da se oštri istom količinom vremena i pritisne istom silom. To će sprečiti neravnomerno oštrenje sejalice. U slučaju oštrenja bušilica prečnika 10 mm i više, mora se izvršiti proces brušenja površine bušaćeg dlijeta. U tu svrhu, nakon oštrenja na gore opisani način, burgija se mora ubaciti u brusni nastavak površine bušilice i lagano pritisnuti nekoliko sekundi (KSI). Zatim izvucite ručicu iz utora, okrenite je za 180 stepeni i ponovite operaciju za drugu površinu bušilice. Oprez! Svaka površina treba da se polira istom količinom vremena i pritisne istom silom. To će sprečiti neravnomerno oštrenje sejalice. Nakon izoštravanja bušilice treba procijeniti rezultate rada. Ako vrh sejalice nakon oštrenja postane plav ili drugačiji u odnosu na prirodnu boju čelika, to znači pregrevanje površine i smanjenje pritiska bušilice na brusni disk tokom oštrenja. Ako nakon brušenja rubovi burgije nisu jednaki po dužini, vrijeme i pritisak oštrenja svake strane bušilice moraju se izjednačiti. Oštrenje je opremljeno sa dva kontejnera u kojima se sakuplja prašina nastala tokom rada. Svaki put nakon završetka radova, moraju se isprazniti. U tu svrhu treba ih izvaditi iz kućišta oštrice, očistiti i zatim fiksirati u kućište oštriceNovo i ne korišćeno

-
Vozila i delovi chevron_right Delovi i oprema
-
7. Jan 2023.
•
-
Područje primeneIdealno za popravak metalnih predmeta koji trebaju podnositi ekstremne uslove (silu, vibracije, (morsku) vodu, velika istezanja), npr. alat ili delovi auta, motocikla, bicikla ili mopeda, metalne (dvorišne) ograde ili posuđe. Također prikladno za popunjavanje malih rupa na radijatorima. Lepi metal (čelik, aluminij, gvožđe) sam za sebe ili za kamen, drvo, beton i različite vrste sintetike (npr. Formica, poliester i bakelit).KarakteristikeOtpornoU boji metalaOtporno na ekstremne usloveOtporno na temperaturu od -60 °C do +100 °CPopunjava rupeOtporno na (morsku) voduVisoka otpornost na hemikalijeNakon sušenja može se brusiti, popuniti, bušiti i obojitiPripremaRadni uslovi: Koristiti samo na temperaturi između +5 °C i +35 °C. Proizvod se suši nakon mešanja smole i učvršćivača.Sigurnost: Tokom upotrebe po mogućnosti nosite rukavice.Primarna obrada: Uz pomoć sredstva Bison Thinner (razređivača) ili acetona odmastite delove koje lepite. Glatke površine izbrusite brusnim papirom.Alat: Mešajte i nanosite plastičnom špahlom. Alat očistite toplom vodom i sapunom odmah nakon upotrebe.PrimenaOdnos mešavine: 1:1Upotreba za: 24 ml = oko 240 cm² (sloj od 1 mm)Rukovanje pakovanjem: Skinite špahlu s dvostrukog šprica i poklopac s ručke. Uklonite zaštitu s dvostrukog šprica.Upustvo za upotrebuRazdelite jednaku količinu obe komponente na priloženu tacnu za mešanje. Dobro promešajte priloženom špahlom dok smesa ne postane iste boje. Na sobnoj temperaturi (+20°C) smesa se može koristiti oko 45 minuta. Nanesite tanki sloj na jednu površinu. Odmah spojite i držite na mestu 10 sati. Ne pomičite zalepljene delove dok se lepak potpuno ne osuši. Nakon upotrebe očistite vrhove krpom i na dvostruki špric stavite specijalni dvostruki poklopac s ručke. Ne mešajte smolu i učvršćivač osim za lepljenje.Trajanje smese: 45 minutaMrlje/Ostaci: Sveže mrlje uklonite odmah toplom vodom i sapunom. Osušeni ostaci lepka mogu se ukloniti samo mehanički.

MANNOL 2K-PUR Poliuretanski Lepak (30 gr) - Ojačajte Vašu Popravku! Tražite svestran, pouzdan lepak za plastiku? MANNOL 2K-PUR je dvokomponentni poliuretanski lepak namenjen pouzdanom lepljenju i kozmetičkom popravci različitih površina i delova, posebno za popravku curenja i pukotina. Brzo i pouzdano lepi delove napravljene od svih vrsta plastike, metala, i legura u bilo kojoj kombinaciji. Pogodan je i za beton, kamen i drvo. Idealan za brze popravke sa dugotrajnim efektima, na primer, za popunjavanje pukotina i šupljina na površinama svih oblika. Može se koristiti u popravci vozila, drugih mašina, kao i u industriji, svakodnevnom životu i kancelarijama. Osobine: Potpuno se stvrdnjava za 20-30 minuta pri sobnoj temperaturi, nakon čega je moguća svaka mehanička obrada. Nakon stvrdnjavanja, poseduje izuzetnu elastičnost i visoku trajnost koju zadržava dug vremenski period. Ima vrlo visoke lepljive osobine. Ne menja zapreminu tokom stvrdnjavanja, odnosno ne skuplja se. Ne sadrži vodu ni rastvarače, bez mirisa. Tiksotropan: Kada se nanese, ne razliva se bez spoljnih uticaja. Potpuno je otporan na vodu, plesni, gljivice, naftne proizvode. Otporan je na vremenske uticaje i starenje. Podnosi temperature od -60 °C do +120 °C. Primena: Pažljivo očistite površine koje treba zalepiti od stare boje i drugih premaza, prljavštine, masnoća i uljanih naslaga. Uklonite brusne ivice sa prednje strane brusilicom i oblikujte površinu tako da napravite ravnu oštricu. Brusite oštećeno područje brusnim papirom u radijusu od 5-7 cm oko oboda oštećenja ili pukotine. Odmastite koristeći MANNOL Brake Cleaner 9691. Grubo obradite površine za najbolje rezultate. Ostavite da se osuši. Nanesite odgovarajuću mrežicu na unutrašnju stranu rupe ili pukotine koja se tretira, preklapajući ivice rupe barem 5 cm. Za velike rupe preporučuje se nanošenje drugog sloja mreže, dodatno preklapajući prvi sloj za 50%. Na prednjoj strani nanesite foliju koja dolazi u kompletu. Lepljenje može da se izvrši pri bilo kojoj temperaturi i vlažnosti, međutim optimalna temperatura je od +10 do +30 °C, a vlažnost 50-60%. Istisnite potrebnu količinu dva komponentna iz dvostrukog šprica i dobro promešajte. Omogućeno je nanošenje smeše na unutrašnju stranu ojačavajuće mreže preko celog tretiranog područja. Poravnajte naneti sloj lopaticom, pazeći da ne nanosite prevelik pritisak kako biste izbegli istiskivanje spoja na prednju stranu. Nakon 10 minuta, uklonite foliju sa prednje strane, dozvolite spoju da se stvrdne i nanesite MANNOL Epoxy-Plastic 9904 na tretiranu površinu u pripremi za dalje farbanje. Vreme stvrdnjavanja je 4-6 minuta nakon mešanja. Nakon 8-10 minuta, lepak je već otporan na deformaciju. Potpuno stvrdnjavanje traje 20-30 minuta, zavisno o okolnoj temperaturi. Ne nanosite proizvod pri temperaturama ispod 0 °C. Čuvajte čvrsto zatvoreno u originalnom pakovanju na hladnom, suvom mestu na temperaturama između +5 °C i +25 °C.
-
Vozila i delovi chevron_right Delovi i oprema
Detalji proizvoda Područje primene Idealno za popravak metalnih predmeta koji trebaju podnositi ekstremne uslove (silu, vibracije, (morsku) vodu, velika istezanja), npr. alat ili delovi auta, motocikla, bicikla ili mopeda, metalne (dvorišne) ograde ili posuđe. Također prikladno za popunjavanje malih rupa na radijatorima. Lepi metal (čelik, aluminij, gvožđe) sam za sebe ili za kamen, drvo, beton i različite vrste sintetike (npr. Formica, poliester i bakelit). Karakteristike Otporno U boji metala Otporno na ekstremne uslove Otporno na temperaturu od -60 °C do +100 °C Popunjava rupe Otporno na (morsku) vodu Visoka otpornost na hemikalije Nakon sušenja može se brusiti, popuniti, bušiti i obojiti Priprema Radni uslovi: Koristiti samo na temperaturi između +5 °C i +35 °C. Proizvod se suši nakon mešanja smole i učvršćivača. Sigurnost: Tokom upotrebe po mogućnosti nosite rukavice. Primarna obrada: Uz pomoć sredstva Bison Thinner (razređivača) ili acetona odmastite delove koje lepite. Glatke površine izbrusite brusnim papirom. Alat: Mešajte i nanosite plastičnom špahlom. Alat očistite toplom vodom i sapunom odmah nakon upotrebe. Primena Odnos mešavine: 1:1 Upotreba za: 24 ml = oko 240 cm² (sloj od 1 mm) Rukovanje pakovanjem: Skinite špahlu s dvostrukog šprica i poklopac s ručke. Uklonite zaštitu s dvostrukog šprica. Upustvo za upotrebu Razdelite jednaku količinu obe komponente na priloženu tacnu za mešanje. Dobro promešajte priloženom špahlom dok smesa ne postane iste boje. Na sobnoj temperaturi (+20°C) smesa se može koristiti oko 45 minuta. Nanesite tanki sloj na jednu površinu. Odmah spojite i držite na mestu 10 sati. Ne pomičite zalepljene delove dok se lepak potpuno ne osuši. Nakon upotrebe očistite vrhove krpom i na dvostruki špric stavite specijalni dvostruki poklopac s ručke. Ne mešajte smolu i učvršćivač osim za lepljenje. Trajanje smese: 45 minuta Mrlje/Ostaci: Sveže mrlje uklonite odmah toplom vodom i sapunom. Osušeni ostaci lepka mogu se ukloniti samo mehanički. Tehničke specifikacije OE broj EAN Garancija Deklaracija Proizvođač Naziv robe Lepak za metal epoksidni dvokomponentni Uvoznik Zemlja porekla

-
Vozila i delovi chevron_right Delovi i oprema
Dvostruki špric od 24 ml. Otporni dvokomponentni epoxy lepak u boji metala. Područje primene Idealno za popravak metalnih predmeta koji trebaju podnositi ekstremne uslove (silu, vibracije, (morsku) vodu, velika istezanja), npr. alat ili delovi auta, motocikla, bicikla ili mopeda, metalne (dvorišne) ograde ili posuđe. Također prikladno za popunjavanje malih rupa na radijatorima. Lepi metal (čelik, aluminij, gvožđe) sam za sebe ili za kamen, drvo, beton i različite vrste sintetike (npr. Formica, poliester i bakelit). Karakteristike Otporno U boji metala Otporno na ekstremne uslove Otporno na temperaturu od -60 °C do +100 °C Popunjava rupe Otporno na (morsku) vodu Visoka otpornost na hemikalije Nakon sušenja može se brusiti, popuniti, bušiti i obojiti Priprema Radni uslovi: Koristiti samo na temperaturi između +5 °C i +35 °C. Proizvod se suši nakon mešanja smole i učvršćivača. Sigurnost: Tokom upotrebe po mogućnosti nosite rukavice. Primarna obrada: Uz pomoć sredstva Bison Thinner (razređivača) ili acetona odmastite delove koje lepite. Glatke površine izbrusite brusnim papirom. Alat: Mešajte i nanosite plastičnom špahlom. Alat očistite toplom vodom i sapunom odmah nakon upotrebe. Primena Odnos mešavine: 1:1 Upotreba za: 24 ml = oko 240 cm² (sloj od 1 mm) Rukovanje pakovanjem: Skinite špahlu s dvostrukog šprica i poklopac s ručke. Uklonite zaštitu s dvostrukog šprica. Upustvo za upotrebu: Razdelite jednaku količinu obe komponente na priloženu tacnu za mešanje. Dobro promešajte priloženom špahlom dok smesa ne postane iste boje. Na sobnoj temperaturi (+20°C) smesa se može koristiti oko 45 minuta. Nanesite tanki sloj na jednu površinu. Odmah spojite i držite na mestu 10 sati. Ne pomičite zalepljene delove dok se lepak potpuno ne osuši. Nakon upotrebe očistite vrhove krpom i na dvostruki špric stavite specijalni dvostruki poklopac s ručke. Ne mešajte smolu i učvršćivač osim za lepljenje. Trajanje smese: 45 minuta Mrlje/Ostaci: Sveže mrlje uklonite odmah toplom vodom i sapunom. Osušeni ostaci lepka mogu se ukloniti samo mehanički. Vreme sušenja Za detaljne infomacije o vremenu sušenja pogledajte tehničku dokumentaciju. Deklaracija proizvoda: Naziv artikla: Bison Epoxy Metal Vrsta/tip artikla: Lepkovi i zaptivači/Tečna metal Jedinica mere: Komad Proizvođač: Bison international BV Holandija Uvoznik: Bolton Beograd Poreklo robe: Nemačka

-
Vozila i delovi chevron_right Delovi i oprema
Kristalno čist, brz, dvokomponentni epoxy lepak. Područje primene Idealno za brzo, čvrsto i nevidljivo lepljenje posuđa, porculana, stakla, kože, drva, kamena, metala i keramike za sebe ili međusobno. Idealno za popunjavanje pukotina. Brzo Kristalno čisto Super jako Univerzalno Prikladno za mnoge materijale Otporno na temperaturu od -40 °C do +70 °C Popunjava rupe Vodootporno Otporno na hemikalije Može se bojiti Priprema Radni uslovi: Koristite samo na temperaturi između +5 °C i +35 °C. Proizvod se suši nakon mešanja smole i učvršćivača. Sigurnost: Tokom upotrebe po mogućnosti nosite rukavice. Primarna obrada: Uz pomoć sredstva Bison Thinner ili acetona odmastite delove koje lepite. Glatke površine izbrusite brusnim papirom. Alat: Mešajte i nanosite plastičnom špatulom. Alat očistite toplom vodom i sapunom odmah nakon upotrebe. Primena Odnos mešavine: 1:1 Upotreba za: 24 ml = oko 240 cm² (sloj od 1 mm) Rukovanje pakovanjem: Skinite špatulu s dvostruke šprice i poklopac s ručke. Uklonite zaštitu s dvostruke šprice. Upustvo za upotrebu: Razdelite jednaku količinu obe komponente na priloženu tacnu za mešanje. Dobro promešajte priloženom špatulom. Na sobnoj temperaturi (+20°C) smesa se može koristiti oko 5 minuta. Nanesite tanki sloj na jednu stranu. Odmah spojite i držite na mestu 20 minuta. Ne pomičite zalepljene delove dok se lepak potpuno ne osuši. Nakon upotrebe očistite vrhove krpom i na dvostruku špricu stavite specijalni dvostruki poklopac s ručke. Ne mešajte smolu i učvršćivač osim za lepljenje. Trajanje smese: 5 minuta Mrlje/Ostaci: Sveže mrlje uklonite odmah toplom vodom i sapunom. Osušeni ostaci lepka mogu se ukloniti samo mehanički. Vreme sušenja Za detaljne infomacije o vremenu sušenja pogledajte tehničku dokumentaciju. Deklaracija proizvoda: Naziv artikla: Bison Epoxy 5min Vrsta/tip artikla: Lepkovi i zaptivači/Epoksidni brzosušivi lepak Jedinica mere: Komad Proizvođač: Bison international BV Holandija Uvoznik: Bolton Beograd Poreklo robe: Nemačka

-
Vozila i delovi chevron_right Delovi i oprema
MANNOL 2K-PUR - univerzalni dvokomponentni lepak MANNOL 2K-PUR je dvokomponentni lepak na bazi poliuretana za pouzdano lepljenje i kozmetičku popravku različitih površina i delova, a posebno za sanaciju curenja i pukotina. Brzo i pouzdano spaja delove od svih plastičnih masa i svih metala i legura u bilo kojoj kombinaciji. Pogodno za beton, kamen i drvo. Idealan za brze popravke sa dugotrajnim efektima, npr. za popunjavanje pukotina i šupljina na površinama svih oblika. Može se koristiti u popravci vozila i drugih mašina, kao i u industriji, svakodnevnom životu i kancelarijama. Svojstva: - Potpuno očvršćava za 20-30 minuta na sobnoj temperaturi, nakon čega je moguća bilo kakva mehanička obrada; - Nakon očvršćavanja ima izuzetnu elastičnost i visoku izdržljivost, koju dugo zadržava; - Ima veoma visoka svojstva lepljenja; - Ne menja zapreminu tokom sušenja – odnosno ne skuplja se; - Ne sadrži vodu i rastvarače, bez mirisa; - Apsolutno otporan na vodu, buđ i gljivične mikroorganizme, naftne derivate; - Otporan na vremenske uticaje i starenje. Izdržava temperature od -60 °C do +120 °C. Uputstvo za upotrebu: 1. Temeljno očistite površine koje ćete lepiti od stare boje i drugih premaza, prljavštine, masti i naslaga ulja. Uklonite neravnine na prednjoj strani turpijom i ravnomerno oblikujte probušenu površinu tako da formiraju zakošenost. Oštećeno područje brusiti brusnim papirom u radijusu od 5-7 cm oko oštećenja. 2. Odmastiti pomoću 9670 MANNOL MONTAGE CLEANER - čistača kočnica. Pustite da se osuši i nakon toga prebrišite krpom. 3. Nanesite mrežicu odgovarajuće veličine na unutrašnjost rupe ili pukotine koju treba tretirati, preklapajući ivice rupe za najmanje 5 cm. Za velike rupe preporučuje se nanošenje drugog sloja mreže, dodatno preklapajući prvi sloj za 50%. Na prednju stranu nanesite foliju koju ste dobili uz komplet na površinu koju treba tretirati. Lepljenje se može odvijati pri svim uslovima temperature i vlažnosti, međutim optimalna je temperatura od +10 do +30 °C i vlažnost od 50-60%. 4. Iscedite potrebnu količinu dve komponente iz duplog šprica i dobro promešajte. Odnos mešanja je 1:1. Nanesite smešu na unutrašnju stranu armaturne mreže preko cele tretirane površine. Naneti sloj izgladiti gletericom, vodeći računa da ne primenite preteranu silu kako biste izbegli istiskivanje smese na prednju stranu. 5. Posle 10 minuta skinite foliju sa prednje strane, ostavite da se masa stvrdne i nanesite MANNOL Epoxy-Plastic 9904 na tretiranu površinu u pripremi za dalje farbanje. Vreme vezivanja 4-6 minuta nakon mešanja. Posle 8-10 minuta lepak je već otporan na deformacije. Potpuno očvršćavanje traje 20-30 minuta, u zavisnosti od okolne temperature. Ne nanositi proizvod na temperaturama ispod 0 °C. Čuvati dobro zatvoreno u originalnom pakovanju na hladnom i suvom mestu na temperaturi između +5 °C i +25 °C.
Istorija cene
Naziv oglasa
Početna cena
Najveća cena
Najniža cena
Nema podataka o istoriji cene

Pretraga: " "
Uspešno ste zapratili pretragu.
Sve zapraćene pretrage možete videti u
korisničkom panelu.